Der Metallbau umfasst eine Vielzahl von Techniken und Verfahren zur Herstellung von Strukturen und Komponenten aus Metall
Eine fachgerechte Planung und Konstruktion sind entscheidend, um den spezifischen Anforderungen von Metallbauprojekten gerecht zu werden. Die Verwendung unterschiedlicher Metalle und Legierungen ermöglicht eine Anpassung an verschiedene Lasten, Umgebungen und gestalterische Vorgaben. In der Metallverarbeitungsindustrie sind effiziente Fertigungsprozesse und eine sorgfältige Qualitätskontrolle unerlässlich, um die Zuverlässigkeit der Endprodukte sicherzustellen.
Metallbau
Die nächsten Ausführungen sollen einem Gebiet gelten, das auch im Facility Management häufig vorkommt: dem Metallbau.
Die Norm legt die allgemeinen technischen Vertragsbedingungen fest, die für Metallbauarbeiten bezüglich
Diese Norm gilt für Konstruktionen aus Metall, aber auch von Metall im Verbund mit anderen geeigneten Werkstoffen.
Leistungsumfang
Als klassischen Leistungsumfang des Metallbaus können die Arbeiten an folgenden Elementen angesehen werden:
Fenster, Türen, Tore, Türblätter ohne Prüfzeugnisse oder Zulassungsbescheide,
Vorhangfassaden, Außenwandbekleidungen,
Bekleidungen, abgehängte Decken,
Überdachungen, Vordächer, feststehende Sonnenschutzkonstruktionen,
Zargen ohne Prüfzeugnisse oder Zulassungsbescheide,
Bühnen, Stege, Abdeckungen, Roste,
Treppen, Leitertreppen, ortsfeste Treppenleitern, Handläufe, Geländer, Umwehrungen, Gitter,
Schaukästen und Vitrinen,
alles einschließlich der entsprechenden Nebenleistungen und der jeweiligen besonderen Leistungen.
Abrechnungseinheiten von Metallbauarbeiten
Aufgrund ihrer Bedeutung und der Vielzahl von Änderungen im Vergleich zum Standard von 2016 werden diese Anpassungen hier besonders hervorgehoben. Sie sind ausführlich im "Anhang 05 Metallbauarbeiten gemäß DIN 18360" aufgeführt.
Fallstudie zu den Änderungen im September 2019:
Im Leistungsverzeichnis sind die Abrechnungseinheiten wie folgt vorzusehen:
0.5.1 Flächenmaß (m²), getrennt nach Bauart und Maßen, für Bühnen, Stege, Abdeckungen, Roste, Bleche, Fassaden, Bekleidungen, abgehängte Decken
und ... weitere Änderungen siehe o.g. Anhang zum FM-Buch Teil 2.
Materialien der Metallbe- und -verarbeitung
Die folgenden Kapitel behandeln hauptsächlich die in der Metallverarbeitung und -bearbeitung hauptsächlich verwendeten Materialien und Verbindungstechnologien. Hier wird aus den oben erläuterten Gründen keine Unterscheidung zwischen Metallbau und Stahlbau vorgenommen. Natürlich müssen etwaige normative Unterschiede in Betracht gezogen werden.
Baustahl
Die meisten Baustähle sind niedrig legiert und nicht wärmebehandelt (Grundstähle). Der Vorteil solcher Grundstähle liegt in ihrem vergleichsweise günstigen Preis bei guten Leistungseigenschaften.
Früher wurde zwischen Baustählen und Qualitätsstählen unterschieden, jedoch ist diese Unterscheidung heute nicht mehr aufrechtzuerhalten. Es macht mehr Sinn, sie entsprechend ihrer beabsichtigten Verwendung zu klassifizieren, da es auch erkennbar ist, dass
zum Beispiel auch hochlegierte Edelstähle Verwendung als Baustähle finden, denn
Baustähle sind gut schweißbar und können spannungsarm geglüht werden.
Feinkornbaustahl eignet sich besonders gut zum Verschweißen und besitzt eine höhere Zugfestigkeit.
Bewehrungsstahl (sogenannter Betonstahl) für Stahlbeton und Spannstahl für Spannbeton gehören nach neuester Systematik nicht zu den Baustählen.
In der Gliederung der Stähle nach EN 10027 bekommen sie das Vorsatzzeichen S für „Structural Steel“ (Stähle für den Stahlbau). Die nachfolgende Zahl gibt die Streckgrenze (Re) in N/mm² an.
Übliche Bezeichnungen sind z. B.
S235JR+AR (neue Ausgabe EN 10025-2:2004-10, früher S235JRG2, noch früher St 37-2, Werkstoffnummer 1.0036 bis 1.0038, frühere Bezeichnung nach EU 25-72 auch Fe 360 B)
S355J2+N (neue Ausgabe EN 10025-2:2004-10, früher S355J2G3, noch früher St 52-3 N, Werkstoffnummer 1.0577 bzw. 1.0570, frühere Bezeichnung nach EU 25-72 auch Fe 510 D1)
Die Baustahlsorten sind in der EN 10025 genormt. Die Zusätze nach der Streckgrenze sind Zusatzsymbole.
Die Tabelle zeigt einige wesentliche Stoffkennwerte zur Information.
|
| Streckgrenze (Dehngrenze) | 185-355 N/mm² |
| Zugfestigkeit | 340-510 N/mm² |
| Bruchdehnung | 18-26,1 % |
| Schubmodul | 81000 N/mm² |
| Querdehnzahl | 0,28 |
Häufig verwendete Stahlprofile
Insgesamt gibt es eine Vielzahl unterschiedlicher Profile bei den Stahlwerkstoffen. Mehr und mehr werden Profile für ganz bestimmte Verwendungszwecke angefertigt.
Die am häufigsten verwendeten Profile sind in der folgenden Aufzählung aufgeführt.
U-Profil mit geneigten Innenflächen der Flansche (UNP-Reihe) nach DIN 1026-1
U-Profil mit parallelen Innenflächen der Flansche (UPE-Reihe bzw. UAP-Reihe) nach DIN 1026-2
T-Profil gleichschenklig mit gerundeten Kanten und Übergängen nach DIN EN 10055 (alt nach DIN 1024)
I-Profil (Doppel-T-Träger) nach DIN 1025 Schmales I-Profil mit geneigten Innenflächen der Flansche (INP) nach DIN 1025-1, Mittleres I-Profil mit parallelen Innenflächen der Flansche (IPE-Reihe) nach DIN 1025-5, Breitflanschträger
Leichte Ausführung (IPBl oder HEA-Reihe) nach DIN 1025-3
Normalausführung (IPB oder HEB-Reihe) nach DIN 1025-2 (EN 10034)
Verstärkte Ausführung (IPBv oder HEM-Reihe) nach DIN 1025-4INP-/IPE-/HEA-/HAB-/HEM-Profile. INP-Doppel-T Normalprofil. IPE-Profil HEA (IPBl)-Profil. HEB (IPB)-Profil. HEM (IPBv)-Profil
GI-Profil (Grubenausbau-I-Profil, DIN 21530), am Flansch und Übergang verstärktes I-Profil
P-Profil mit parallelen Innenflächen der Flansche, früher auch als „Peiner“ oder Peiner-träger bezeichnet
Z-Profil rundkantig nach DIN 1027
L-Profil (auch Winkeleisen, Winkelprofil oder Winkelträger) nach DIN EN 10056-1
gleich lange Flansche, gleichschenklig (alt nach DIN 1028)
verschieden lange Flansche, ungleichschenklig (alt nach DIN 1029)
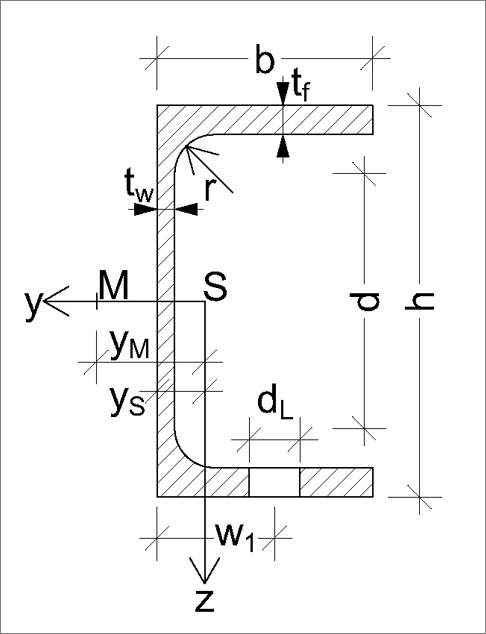
U(UNP)-Profil
UPE-Profil
Angesichts der Vielzahl vorhandener Profile, von denen jedes eine Vielzahl von Abmessungen und Materialeigenschaften aufweist, ist es für den Facility Manager nicht möglich, die richtigen Materialien ohne externe Hilfe auszuwählen. Dennoch ist es grundsätzlich notwendig, über dieses Wissen zu verfügen, um Angebote angemessen beurteilen zu können und bei Bedarf gezielte Fragen zu stellen.
Profilstahl vs. Stahlprofil
Allzu oft werden die Begriffe verwechselt, und es kann zu Missverständnissen kommen.
Die folgende Erläuterung soll helfen, die richtigen Bezeichnungen zu wählen.
Profilstahl
Als Profilstahl bezeichnet man Stahl, der gepresst, gewalzt, oder gezogen wurde und dessen Querschnitt über die gesamte Länge gleichbleibt. Stabförmige Bauteile werden auch Stahlträger genannt. Profilstähle sind also metallische Halbzeuge.
Stahlprofil
Das Wort Stahlprofil hat eine doppelte Bedeutung: Es bezeichnet das Bauteil als solches selbst, und außerdem bedeutet Profil auch zugleich Querschnitt (zum Beispiel Doppel T-Profil, L-Profil usw.).
Man fügt Stahlprofile bei Bedarf zusammen. Dies kann durch Schweißen, Nieten, oder Schrauben erfolgen. Das Hauptherstellverfahren von Stahlprofilen ist das Warmwalzen. Ein Profil hat einen inneren oder gemeinsamen Teil, den man als den Steg bezeichnet. Der äußere Teil, der Schenkel, wird Gott oder auch Flansch genannt.
Holprofile
Wie der Name sagt, umschließen die Stahlwände bei Hohlprofilen oder Hohlkastenträgern einen Hohlraum. Ein Hohlprofil kann neben zwei Flanschen auch mehrere Gurte besitzen. Genau genommen gehören diese Profile bereits zu den Rohren, in diesen Fällen Blechträger genannt.
Bleche
Ebenso wie die Profile, ist auch bei den Blechen das Sortiment mannigfaltig. Ein Hauptkriterium ist die Dicke der Bleche.
Feinblech
Wenn Bleche dünner als 3 mm sind, spricht man von Feinblechen.
Diese sind warm oder auch kalt gewalzt. Eine weitere Veredelungsform dieser Bleche sind folgende Oberflächenbehandlungen:
Grobblech
Die EN 10079 bezeichnet Grobblech als ein „Flacherzeugnis“ mit einer Dicke > 3 mm. Wenn das Blech zu einem Coil aufgewickelt wird, spricht man vom Warmband. Ein Warmband kann Blechdicken bis 32 mm haben.
Beim Herstellen der Grobbleche unterscheidet man die folgenden Prozesse:
Die Brammen werden in den ersten Stichen quer gewalzt,
Nach Erreichen ihrer Sollbreite werden sie gedreht und auf die vorgesehene Enddicke gewalzt.
Dann erfolgt die Abkühlung an der Luft auf einem sogenannten Kühlbett.
Die Abkühlung kann auch in einer sogenannten Quette erfolgen. Auf diese Weise können die Werkstoffeigenschaften „eingestellt“ werden.
Die maximale Dicke für Grobbleche wird mit 175 mm angegeben. Aber die Entwicklung geht weiter, denn mithilfe des Stranggießens sind Blechdicken bis 300 mm möglich (reversierendes Warmwalzverfahren).
Blechformate
Üblicherweise bestehen die Blechformate aus Tafeln mit einem rechteckigen Format.
Für die zielgerichtete Bestellung sind diese Formate wie folgt standardisiert:
Kleinformat: 1000 mm × 2000 mm, auch als Normaltafel bezeichnet
Mittelformat: 1250 mm × 2500 mm, auch als Mitteltafel bezeichnet
Großformat: 1500 mm × 3000 mm, auch als Großtafel bezeichnet
Maxiformat: 2000 mm × 4000 mm, auch als Maxitafel bezeichnet.
In Deutschland kann man darüber hinaus die folgenden Standardformate [mm] bestellen:
Breite × LängeLänge / Überformate
2.000 × 6.0008.000 / 12.000
2.500 × 6.0008.000 / 12.000
3.000 × 6.0008.000 / 12.000
3.500 × 7.00014.000
4.000 × 12.00016.000
Die größten heute produzierbaren Bleche haben Abmessungen von etwa 24 m × 4,70 m. Darüber hinaus stellen Gewichts- und Transportprobleme eine "Bremse für die Rentabilität" dar. Doch dies sind ohnehin Größenordnungen, die im Kontext des Facility Managements selten auftreten.
Rohre
Aus dem Physikunterricht erinnern wir uns daran, dass ein kreisförmiger Querschnitt ein optimales Design darstellt und natürlich auch weit verbreitet ist. Rohre werden in diesem Zusammenhang dazu verwendet, Flüssigkeiten zu transportieren und können auch als Bauelemente dienen. Dennoch neigen Rohre mit rechteckigem oder anderen Querschnitten dazu, besser geeignet zu sein, wenn sie als Bauelemente verwendet werden. Querschnitte, die von Quadraten abweichen, weisen in der Regel eine verbesserte Steifigkeit oder eine höhere Tragfähigkeit in einer bestimmten Richtung auf.
Rohre werden vorwiegend für folgende Funktionen genutzt:
als Transportweg einer Rohrleitung für Flüssigkeiten (siehe auch Wasserleitung, Siederohr, …), Gase oder rieselfähige Festkörper
als konstruktives Element im Maschinenbau, zum Beispiel als Achsen oder Wellen
als statisches Element, zum Beispiel in Form eines Gitterrahmens
als Halbzeug für verschiedene Anwendungen, beispielsweise für Stoßdämpfer
als Transportweg eines Rohrpostsystems.
Besonders im Rohrleitungsbau werden bestimmte Armaturen benötigt, um Richtungsänderungen zu erzeugen. Solche Rohrbögen werden mithilfe einer Rohrbiegemaschine hergestellt. Es sind nicht nur 90°-Winkel möglich, sondern auch verschiedene genormte Winkelbögen. Auf Anfrage ist es jedoch auch möglich, Bögen mit nahezu jedem gewünschten Grad zu fertigen.
Fallbeispiel - nach all den Jahren eine recht lustige Geschichte:
An dieser Stelle möchte der Autor auch von einem weniger erfreulichen Vorfall berichten, nämlich von einem Missgeschick eines ehemaligen Kollegen, der als Einkäufer tätig war. Das Unternehmen war unter anderem in der Herstellung umfangreicher Rohrsysteme, auch für überhitzten Dampf, involviert. Die Angelegenheit war dringlich, und die Anfrage kam für Rohrbögen herein. Die Nenngröße war beträchtlich, ebenso wie die benötigte Menge, und aufgrund der Anwendung mit überhitztem Dampf wurden teure nahtlose dickwandige Stahlrohre benötigt.
Die Umstände, wie es zu diesem Missverständnis kam, bleiben etwas unklar. Anscheinend wurde in der ursprünglichen Planung wahrscheinlich ein Bedarf von 165 Grad bei 7 bar angenommen. Als es jedoch zur Beschaffung gelangte, scheint es fälschlicherweise nur als Bedarf von 165 Grad interpretiert worden zu sein. Folglich traf eines schicksalhaften Tages eine Lieferung ein, die zahlreiche akribisch gefertigte nahtlose Rohrbögen enthielt. Sie waren alle maßgeschneidert, jeder mit einem präzisen Biegeradius von 165 Grad. Leider waren diese Bögen für den Einsatz als Ausgleichselemente vorgesehen, sogenannte U-Bögen, die immer im rechten Winkel stehen. Bedauerlicherweise kam der Tag, an dem eine Rohrleitungstrasse mit 165-Grad-Bögen oder Ähnlichem benötigt würde, nie.
Rohrwerkstoffe und Herstellung
Rohre werden aus einer Vielzahl von Materialien hergestellt. Aufgrund ihrer Querschnittsform sind sie recht starr und wenig flexibel. Dies muss bei der Planung von Rohrleitungen berücksichtigt werden. Werden Rohrleitungen zwischen zwei festen Punkten ohne Kompensatoren für Längenänderungen installiert, können die entstehenden Kräfte diese festen Punkte beschädigen. Es ist offensichtlich, dass dieser Effekt umso stärker wird, je steifer das Rohr ist und je größer die Temperaturschwankungen im Inneren des Rohrs sind.
Daher ist die Einbindung von Kompensatoren für Längenänderungen in Rohrleitungssysteme notwendig. Diese Kompensatoren gleichen die Längenänderungen immer zwischen zwei festen Punkten aus. Wenn die Rohrleitung in einem Winkel verlegt ist und die festen Punkte entsprechend ausgewählt werden, können die resultierenden Winkelkräfte (bei korrekter Berechnung) bereits einen Teil der Kräfte aufnehmen. Wenn die Rohrleitung über längere Strecken gerade verlaufen soll, können "künstliche" Winkel in Form von U-Bögen eingeführt werden. Dies führt jedoch zu erhöhten Materialkosten und zusätzlichen Druckverlusten.
Folglich ist die wirtschaftliche Machbarkeitsstudie entscheidend dafür, ob gewellte Rohrkompensatoren die bessere Lösung darstellen.
Übliche metallische Werkstoffe für Rohre sind:
(rostfreier) Stahl (für Trinkwasser auch mit Zementmörtelauskleidung)
Gusseisen (hier erfolgt die Herstellung durch Gießen)
Kupfer, Messing
Diverse Legierungen Nickel-Legierungen, Titan-Legierungen, Aluminium-Legierungen
Kombination aus Kunststoff und Metall (Mehrschichtverbundrohr), bspw. Kunststoffmantelrohr ("KMR"-Rohr")
Kombination aus Glas und Metall (Email)
kaum noch Blei
Ein entscheidendes Merkmal ist das Herstellungsverfahren:
nahtlose Rohre (gezogen, relativ teuer)
geschweißtes Stahlrohr (Schweißnaht, kostengünstig, als dehnungsausgleichender Rohrbogen nicht geeignet)
Wickelfalzrohr (zum Rohr gewickelte Blechstreifen, Einsatz zum Beispiel in Lüftungsanlagen).
Herstellerverfahren für nahtlose Metallrohre
Die Geschichte der nahtlosen Stahlrohre ist nicht so neu. Bereits im Jahr 1885 erhielten die Brüder Mannesmann ein Patent für das erste Verfahren.
Immer häufiger ist das Ziel, nahtlose Rohre in einem möglichst unterbrechungsfreien Produktionsablauf herzustellen, um Rohre bis zu NW 200 und großen Wandstärken zu produzieren.
Dazu werden hauptsächlich die folgenden Verfahren angewendet:
Ein glühender Stahlblock wird hydraulisch durch eine ringförmige Matrize gepresst. Unmittelbar danach erfolgt eine Abkühlung durch Wasser. Die Rohrlänge ist bei diesem Verfahren < 50 m. Das so entstandene Rohr ist allerdings an der Oberfläche rau, insgesamt wellig und relativ weich, aber deshalb auch gut biegsam.
Ähnlich wie bei der Drahtherstellung wird zunächst ein Rohr geformt. Im Anschluss daran wird es durch Walzen auf den Nenndurchmesser verringert.
Infolge der Rotationssymetrie sind nahtlose Rohre auch im Schleuderguss herstellbar. Solche Rohre erhalten dann oft einen Überzug Epoxidharz (SML-Rohr), Zink, oder Zementmörtelauskleidung.
Herstellung nahtlose Rohre durch plastische Umformung, wie zum Beispiel Walzen (Schrägwalzen, Stopfenwalzen),Streckreduzieren, Stoßbankverfahren,Pilgerschrittverfahren
Tiefbohren, Herstellung aus dem Vollen für höchste Drücke.
An die speziellen gewünschten Anwendungsfälle können die Rohre anschließend mithilfe weiterer Verfahren angepasst werden. Solche Verfahren sind beispielsweise:
Weiterverarbeitung durch Ziehen zur Verbesserung von Durchmesser, Wanddicken, Festigkeit oder Qualität der Oberfläche,
Glätten der Außenwände durch Überdrehen,
Schleifen,
Honen,
Reiben,
Glattwalzen …
Geschweißte Metallrohre
Die Herstellung geschweißter Rohre ist weniger kompliziert.
Zuerst wird ein rohrähnlicher Hohlkörper
Das Gelenk wird fest fixiert und anschließend mithilfe automatischer Schweißmaschinen verschweißt. Solche Rohre weisen in der Regel im Verhältnis zu ihrem Durchmesser eine relativ geringe Wandstärke auf. Dieser beschriebene Herstellungsprozess wird für Durchmesser bis zu etwa 1000 mm verwendet. Darüber hinaus kann es als gewickeltes Rohr hergestellt werden, das entlang der Spiralnaht verschweißt wird.
Für sehr große Durchmesser erfolgt die Produktion in der Regel durch das Zusammenfügen einzeln hergestellter Rohrabschnitte, die später miteinander verschweißt werden. Diese Rohrabschnitte können auch konisch gestaltet sein, was zu einem turmartigen Aufbau führt, der sich nach oben verjüngt, wie es beispielsweise bei Windkraftanlagen der Fall ist.